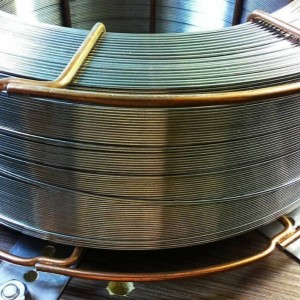
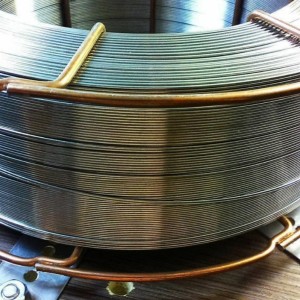
Сварочная проволока полированная 1,6 мм AristoRod 12.50 кассета 18 кг ГОСТ 2246-70
- Вес упаковки, кг18
- ГОСТ/ТУГОСТ 2246-70
- Диаметр, мм1,6
- ПоверхностьПолированная
- СерияEsab AristoRod 12.50
- Форма поставкиКассета
- Вес упаковки, кг18
- ГОСТ/ТУГОСТ 2246-70
- Диаметр, мм1,6
- ПоверхностьПолированная
- СерияEsab AristoRod 12.50
- Форма поставкиКассета
Описание Сварочная проволока полированная 1,6 мм AristoRod 12.50 кассета 18 кг ГОСТ 2246-70
Сварочная проволока полированная 1,6 мм AristoRod 12.50 кассета 18 кг ГОСТ 2246-70 в наличии на складе в Ангарске от компании «Инметпром». Закажите сварочная проволока полированная 1,6 мм AristoRod 12.50 кассета 18 кг ГОСТ 2246-70 по номеру телефона +7 (395) 293-06-68, отправив запрос на электронную почту angarsk@inmetprom.ru или заполнив форму обратной связи на нашем сайте.
Наши специалисты ответят на все вопросы, касающиеся наличия товара, вариантов оплаты и сроков доставки.
Оставить отзыв или задать вопрос
Как оплатить заказ?
Оплата товаров производится при помощи любого удобного для вас способа:
- наличными или безналичными средствами через расчетный счет, а также по факту получения товара.
Подробнее с ними можно ознакомиться на соответствующей странице.
Доставка
Вы можете выбрать любой подходящий для вас вариант с нашим специалистом по логистике:
- до склада, самовывозом, «до дверей».
Он поможет подобрать оптимальный маршрут и транспорт, а также сориентирует вас о примерных сроках и стоимости доставки. Цифры могут отличаться в зависимости от сезона!

- ГОСТ/ТУ:ГОСТ 10543-98
- Форма поставки:Кассета
- Диаметр, мм:4
- Цена: По запросу
- Марка:30ХГСА
- ГОСТ/ТУ:ГОСТ 10543-98
- Диаметр, мм:5
- Цена: По запросу
- Марка:30ХГСА
- ГОСТ/ТУ:ГОСТ 10543-98
- Диаметр, мм:6
- Цена: По запросу

- Форма:Круглый
- Цвет:RAL 9005
- Тип:Термостойкий
- Цена: По запросу
- Цена: По запросу
- Цена: По запросу
- Цена: По запросу
- Цена: По запросу
- Цена: 368 ₽/кг

- Цена: 792 ₽/кг
- Цена: 792 ₽/кг

- Цена: 208 ₽/м2
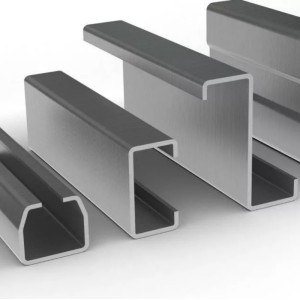
- Толщина, мм:1,5
- Поверхность:Оцинкованная
- Тип:С-образный
- Цена: 458 ₽/шт

- Длина, мм:2000
- ГОСТ/ТУ:ГОСТ 19771-93
- Мерность:М/Д
- Цена: 68 850 ₽/т

- Цена: 3 900 000 ₽/т

- Цена: По запросу
- Серия:Esab Autrod 12.51
- Диаметр, мм:0,6
- Поверхность:Омедненная
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Марка:Св-08Г2С
- Диаметр, мм:0,6
- Цена: По запросу
- Поверхность:Без покрытия
- Диаметр, мм:0,6
- ГОСТ/ТУ:ТУ 1227-017-00187240-2010
- Цена: По запросу
- Марка:Св-08Г2С
- Форма поставки:Катушка D-300
- Диаметр, мм:0,6
- Цена: По запросу
- Поверхность:Без покрытия
- ГОСТ/ТУ:ГОСТ 2246-70
- Форма поставки:Моток
- Цена: По запросу
- Диаметр, мм:0,7
- Марка:Св-08Г2С
- Форма поставки:Катушка D-100
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Серия:Esab AristoRod 12.50
- Диаметр, мм:0,8
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Серия:Esab AristoRod 13.12
- Диаметр, мм:0,8
- Цена: По запросу
Основное преимущество использования порошковой проволоки с металлическим порошком в сердечнике (например, типа E70C-6M по классификации AWS A5.20) для сварки толстостенных изделий (например, из стали С345 толщиной 20 мм) в нижнем положении заключается в высокой производительности наплавки, хорошем формировании сварного шва, возможности ведения процесса сварки на повышенных токах и, зачастую, в получении лучших механических свойств металла шва.
Порошковые проволоки для дуговой сварки углеродистых и низколегированных сталей в Российской Федерации классифицируются по действующему ГОСТ 26271-84 «Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Технические условия». Существуют также технические условия (ТУ) отдельных производителей, расширяющие номенклатуру.
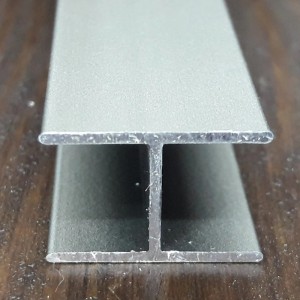
Для сварки в среде аргона профилей из алюминиевого сплава АД31 (система Al-Mg-Si) толщиной 3 мм лучшим выбором будет проволока СВ-АК5 (легированная кремнием) или СВ-А5 (чистый алюминий). Проволока СВ-АМц (легированная марганцем) менее предпочтительна, так как может привести к снижению прочности сварного шва на данном сплаве. Выбор между СВ-А5 и СВ-АК5 зависит от требований к пластичности и прочности соединения.
Проволока СВ-12ГС (Mn 1.0-1.6% по ГОСТ 2246-70) обычно дает несколько меньше брызг при сварке в среде углекислого газа (CO2 100%) листа стали 20 толщиной 6 мм, чем проволока СВ-08ХГ2С (Cr до 0.9%, Mn до 2.0%), из-за оптимизированного содержания марганца и отсутствия хрома. Для минимизации брызг также часто рекомендуется СВ-08Г2С.
Да, порошковая проволока типа E71T-1C (по классификации AWS A5.20), предназначенная для сварки в среде CO2, толщиной 1.6 мм обычно обеспечивает более высокую производительность наплавки (измеряемую в кг/ч) за счет более высокого коэффициента наплавки (отношение массы наплавленного металла к массе расплавленной проволоки) по сравнению со сплошной проволокой СВ-08Г2С такой же толщины при идентичных параметрах сварочного режима.
Проволока СВ-06Х19Н9Т (стабилизированная титаном) обеспечивает высокую устойчивость сварного шва к межкристаллитной коррозии (МКК) после сварки нержавеющей стали 08Х18Н10Т без последующей стабилизирующей термообработки. Это подтверждается стандартными испытаниями по методу АМУ ГОСТ 6032-2017. Присутствие титана в проволоке связывает углерод в карбиды титана, предотвращая обеднение границ зерен хромом.
Основные преимущества использования сварочной проволоки со специальным поверхностным покрытием, улучшающим токоподвод в контакте "проволока-наконечник" (например, тонкое качественное медное покрытие стабильной толщины и адгезии или специальное графитовое напыление), при сварке на больших токах (свыше 300 А) в автоматическом режиме заключаются в снижении электрического сопротивления в зоне контакта, уменьшении нагрева и эрозионного износа токосъемного наконечника, более стабильном горении дуги и, как следствие, меньшем разбрызгивании расплавленного металла.